В современном мире, где водные ресурсы становятся всё более дефицитными, а потребители предъявляют всё более высокие требования к качеству продукции, традиционные модели производства бутилированной воды сталкиваются с беспрецедентными вызовами. С одной стороны, производственные линии с ручным управлением характеризуются низкой эффективностью, подвержены загрязнению и не в состоянии гарантировать стабильное качество продукции; с другой стороны, отрасль страдает от высокого энергопотребления и значительных потерь воды. Именно на этом фоне появилась технология умных розливочных линий, которая кардинально изменила ландшафт производства бутилированной воды за счёт трёх ключевых технологий: интеграции Интернета вещей (IoT), автоматической паллетизации и удалённого мониторинга, обеспечив переход от «производства» к «интеллектуальному производству».
Интеграция Интернета вещей (IoT): создание центральной нервной системы интеллектуального производства
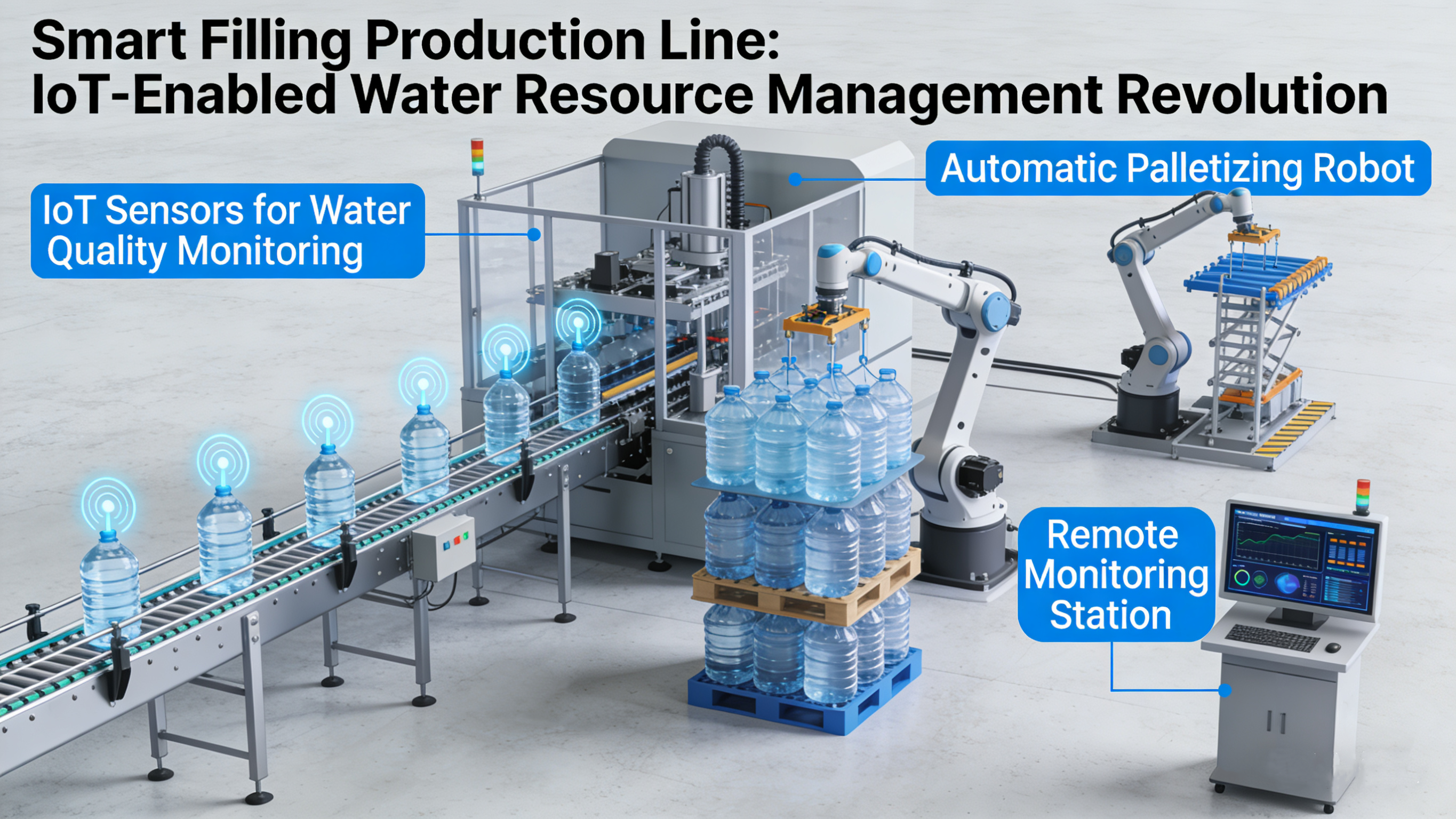
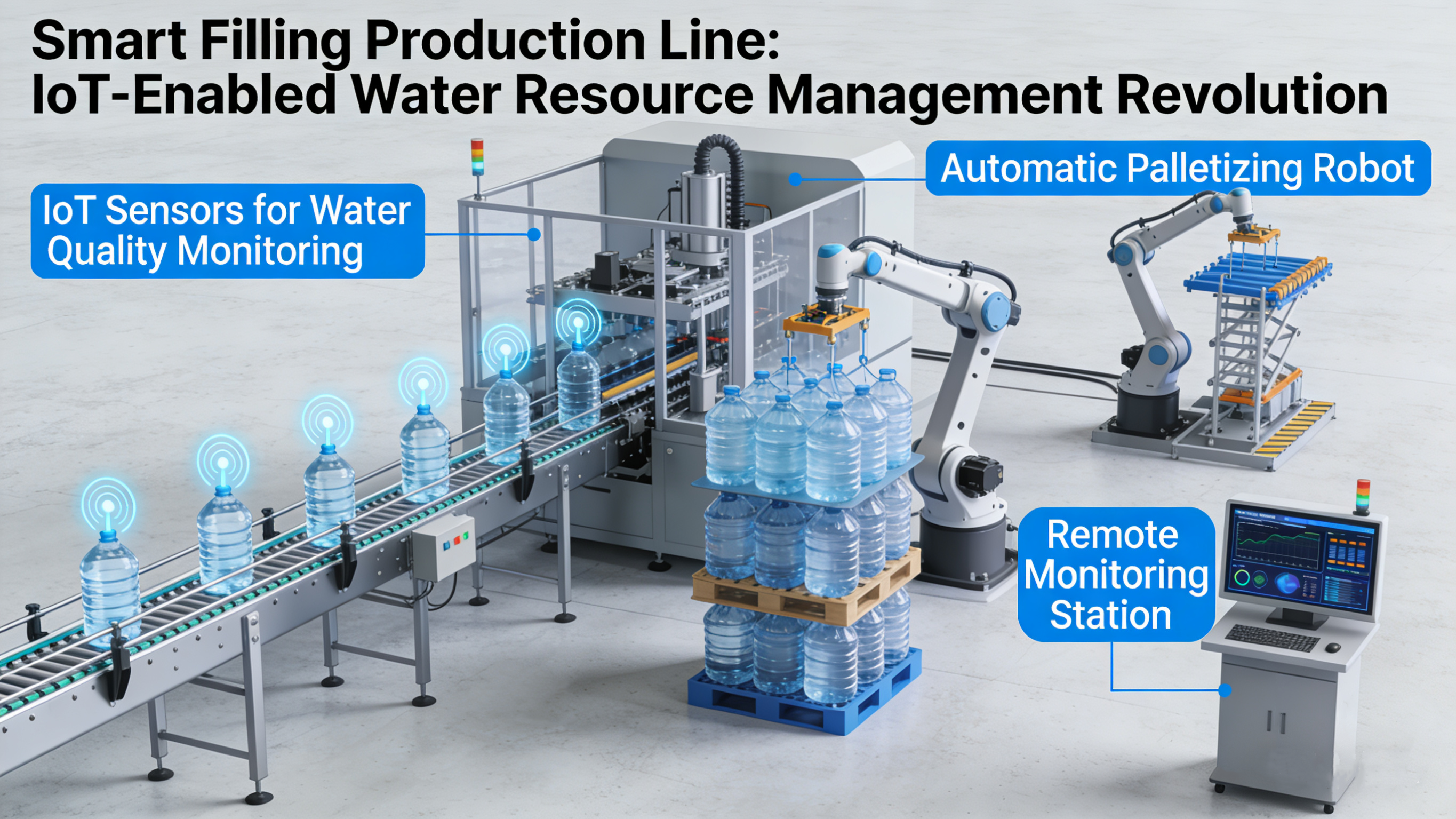
Внедрение технологии Интернета вещей (IoT) преобразует линии розлива из изолированного механического оборудования в связанные интеллектуальные системы. На современной умной линии розлива каждый ключевой этап —от обнаружения пустых бутылок, наполнения, закупорки до нанесения этикеток —оснащён датчиками и исполнительными устройствами. Эти устройства собирают данные в режиме реального времени и передают их в центральную систему управления по промышленным протоколам Интернета вещей (например, OPC UA, MQTT).
В качестве примера рассмотрим процесс наполнения: традиционные производственные линии полагаются на механическое управление клапанами, что обеспечивает ограниченную точность и затрудняет оперативную корректировку. Умные линии розлива, напротив, оснащены высокоточными расходомерами и адаптивными системами управления, способными динамически регулировать скорость и объём наполнения в зависимости от таких параметров, как тип бутылки, температура воды и содержание пузырьков, обеспечивая точность ±0,5 миллилитра. Что еще более важно, эти данные в режиме реального времени загружаются на облачную платформу и анализируются с помощью алгоритмов машинного обучения для непрерывной оптимизации стратегии наполнения. Например, система может выявлять отклонения при наполнении, вызванные изменением температуры воды в определённые периоды, и автоматически корректировать параметры, чтобы объём каждой бутылки воды был идеально одинаковым.
В области контроля качества технология Интернета вещей (IoT) играет незаменимую роль. Системы высокоточного визуального контроля используют камеры для фиксации ключевых параметров каждой бутылки воды — уровня жидкости, герметичности укупорки и положения этикетки — и сравнивают их с заданными стандартами. При обнаружении аномалии система не только немедленно извлекает бракованный продукт, но и позволяет проследить источник проблемы. —происходит ли это из-за износа заправочного клапана? Или из-за отклонения в работе этикетировочного автомата? Такая точная способность локализации неисправностей превращает техническое обслуживание из реактивного реагирования в проактивное предотвращение. У известного немецкого бренда минеральной воды после внедрения линии розлива с интеграцией IoT производительность линии возросла на 23 %, доля бракованных изделий снизилась с 0,5 % до 0,08 %, а энергопотребление уменьшилось на 17 %. Эти цифры наглядно демонстрируют, что ценность интеграции IoT заключается не только в автоматизации, но и в непрерывной оптимизации, управляемой данными.
Автоматическая система паллетизации: гибкая и эффективная революция в логистике
Розлив — это лишь одна часть производственного процесса; эффективная и безопасная укладка тысяч бутылок воды на стандартные паллеты представляет собой ещё одну важнейшую задачу. Традиционная ручная укладка на паллеты трудоёмка, неэффективна и сопряжена с рисками для безопасности и гигиены. Современные интеллектуальные линии розлива, интегрированные с автоматическими системами укладки на паллеты, идеально решают эти проблемы.
Современные роботы-палетайзеры последнего поколения оснащены шестизвенной конструкцией, трёхмерной системой технического зрения и технологией обратной силовой связи, что позволяет им адаптироваться к различным типам бутылок и требованиям к упаковке. Когда упакованные продукты поступают в зону укладки на паллеты, система технического зрения сначала сканирует их габариты и расположение, после чего интеллектуальный алгоритм рассчитывает оптимальный способ штабелирования, обеспечивая максимальную устойчивость и эффективное использование пространства при одновременном предотвращении повреждений продукции от давления.
Гибкость является ключевым преимуществом современных автоматических систем паллетизации. Например, региональная американская компания по производству напитков должна обрабатывать 12 различных размеров продукции — от бутылок объёмом 250 мл до канистр ёмкостью 5 галлонов. Традиционные паллетайзеры с фиксированным положением требуют значительного времени на настройку, тогда как новая интеллектуальная система паллетизации благодаря предустановленным программам и быстро заменяемым конечным эффекторам способна выполнить перенастройку под другую продукцию за 90 секунд, требуя лишь краткой паузы в производстве. Такая гибкость имеет решающее значение для удовлетворения растущего разнообразия рыночных требований.
Еще более передовыми являются системы паллетизации, интегрированные с автоматизированными ведомыми транспортными средствами (AGV) или автономными мобильными роботами (AMR). Паллеты с уложенной на них продукцией автоматически транспортируются в складское помещение с помощью AGV без какого-либо участия человека на всем протяжении процесса. Французский завод природной минеральной воды повысил использование складских площадей на 30 % за счёт внедрения системы AMR, одновременно снизив риск травм персонала, связанный с эксплуатацией погрузчиков.
Особого внимания заслуживает пример японской компании. Их полностью автоматизированная система паллетизации, внедрённая в 2019 году, не только повысила эффективность паллетизации на 40 %, но и сократила повреждения продукции при транспортировке на 85 % благодаря точным алгоритмам штабелирования. Самообучающиеся возможности системы также позволяют корректировать стратегии паллетизации в зависимости от сезонных изменений (например, рост спроса летом), обеспечивая стабильность цепочки поставок.
Удаленно Мониторинг и прогнозирующее техническое обслуживание: интеллектуальное управление во времени и пространстве
Если интеграция IoT-технологий — это «органы чувств» интеллектуальной линии розлива, а автоматическая паллетизация — её «конечности», то система удалённого мониторинга и прогнозирующего технического обслуживания является её «мозгом». На основе облачной платформы система удалённого мониторинга позволяет руководителям отслеживать рабочее состояние производственных линий по всему миру в любое время и из любого места с помощью компьютеров или мобильных устройств.
Ключевая ценность удаленного мониторинга заключается в визуализации данных и интеллектуальном анализе. Традиционное управление производством опирается на отчеты, составляемые непосредственно на месте, и периодические проверки, что приводит к задержкам и неполноте информации. Интеллектуальная платформа мониторинга, напротив, отображает ключевые показатели эффективности (KPI) в режиме реального времени, такие как общая эффективность оборудования (OEE), энергопотребление на единицу продукции и доля продукции, соответствующей требованиям качества. Когда точность дозирования на производственной линии последовательно снижается, система не только подает сигнал тревоги, но и на основе сравнения с историческими данными предоставляет возможные причины возникновения проблемы и рекомендации по её устранению.
Прогнозное техническое обслуживание — ещё один ключевой элемент системы дистанционного мониторинга. Анализируя данные о работе оборудования (например, частоту вибрации, изменения температуры и кривые потребления энергии), алгоритмы машинного обучения способны выявлять ранние признаки потенциальных отказов. Швейцарская группа сообщила, что после внедрения системы прогнозного технического обслуживания незапланированные простои сократились на 65 %, а затраты на техническое обслуживание — на 40 %. Например, система за неделю до отказа предсказала износ клапана путём мониторинга колебаний тока воздушного компрессора, что позволило бригаде технического обслуживания заменить детали в период запланированных простоев и избежать потерь, вызванных неожиданными остановками производства.
Межрегиональное производственное сотрудничество представляет собой передовое применение удалённого мониторинга. Многонациональные компании, производящие напитки, могут сравнивать производственную эффективность различных заводов в централизованном центре мониторинга и оперативно внедрять передовые методы работы. Когда китайский завод разрабатывает оптимизированное решение по параметрам розлива для условий высокой влажности, инженеры штаб-квартиры могут удалённо получить доступ к этому решению и развернуть его на заводах в аналогичных условиях в Юго-Восточной Азии, обеспечивая эффективный обмен знаниями и технологиями.
Современные глобальные условия ещё больше ускорили распространение технологии удалённого мониторинга. В случаях, когда техники не могут присутствовать на месте, удалённые эксперты могут с помощью очков дополненной реальности (AR) руководить местным персоналом при выполнении сложных ремонтных работ. Компания Coca-Cola заявила, что такая модель «удалённой поддержки» позволила ей поддерживать коэффициент готовности оборудования выше 98 % в особенно сложный период — значительно превышая отраслевой средний показатель.
Проблемы и перспективы
Несмотря на значительные преимущества, которые обеспечивают интеллектуальные линии розлива, их повсеместное внедрение по-прежнему сталкивается с рядом трудностей. Высокие первоначальные капитальные затраты отпугивают малые и средние предприятия; модернизация устаревшего оборудования сложнее, чем строительство новых производственных линий; проблемы информационной безопасности и стабильности сетей нельзя игнорировать; кроме того, повышение требований к квалификации операторов создаёт дополнительную нагрузку на систему обучения.
Однако технологические достижения постепенно позволяют решать эти задачи. Модульная конструкция снижает затраты на модификацию; вычисления на периферии (edge computing) уменьшают требования к передаче данных и одновременно повышают скорость реакции; сети 5G обеспечивают более надёжное соединение для удалённого мониторинга; а технология цифрового двойника позволяет тестировать и оптимизировать решения в виртуальной среде, снижая риски при реальном внедрении.
В перспективе интеллектуальные линии розлива будут развиваться в направлении большей автономности, адаптивности и экологичности. Искусственный интеллект будет способствовать дальнейшей оптимизации всего производственного процесса; технология блокчейн улучшит отслеживаемость продукции; интеграция возобновляемых источников энергии снизит углеродный след; а прямая связь с потребностями потребителей (например, мониторинг потребления воды с помощью «умных» холодильников) сделает производство более персонализированным и точным.
РЕЗЮМЕ
Благодаря трём ключевым компонентам — интеграции Интернета вещей (IoT), автоматической паллетизации и удалённого мониторинга — интеллектуальные линии розлива не только повышают производственную эффективность и качество продукции, но и кардинально трансформируют производственную модель и конкурентный ландшафт индустрии бутилированной воды. Это представляет собой конкретное применение концепций «Индустрии 4.0» в пищевой и напитковой отрасли, превращая изолированное механическое оборудование в единый взаимосвязанный, интеллектуальный и адаптивный производственный экосистемный комплекс.
По мере того как технологии совершенствуются, а их стоимость постепенно снижается, интеллектуальные линии розлива воды превратятся из «роскоши» для крупных предприятий в отраслевой стандарт. Для компаний, производящих бутилированную воду, принятие этой трансформации уже не является вариантом на выбор, а становится необходимым условием выживания и развития на всё более конкурентном рынке. Интеллектуальные линии розлива производят не только воду, но и генерируют данные и интеллектуальную информацию, придавая новую жизненную силу древней индустрии питьевой воды и открывая технологический путь решения глобальных проблем, связанных с водными ресурсами. В эту эпоху, управляемую данными, лидером будущих тенденций в индустрии бутилированной воды станет тот, кто обладает ключом к интеллектуальному производству.
