In einer Welt mit immer knapper werdenden Wasserressourcen und steigenden Verbraucheranforderungen an die Produktqualität stehen traditionelle Produktionsmodelle für Mineralwasser vor beispiellosen Herausforderungen. Einerseits sind manuell betriebene Produktionslinien ineffizient, anfällig für Kontaminationen und können eine konsistente Produktqualität nur schwer gewährleisten; andererseits belasten hoher Energieverbrauch und erhebliche Wasserverschwendung ebenfalls die Branche. Vor diesem Hintergrund hat sich die intelligente Abfülllinientechnologie entwickelt, die durch drei Kern-Technologien – IoT-Integration, automatisches Palettieren und Fernüberwachung – das gesamte Feld der Mineralwasserproduktion grundlegend verändert und einen Sprung von der ‚Fertigung‘ zur ‚intelligenten Fertigung‘ ermöglicht.
IoT-Integration: Aufbau des zentralen Nervensystems der intelligenten Produktion
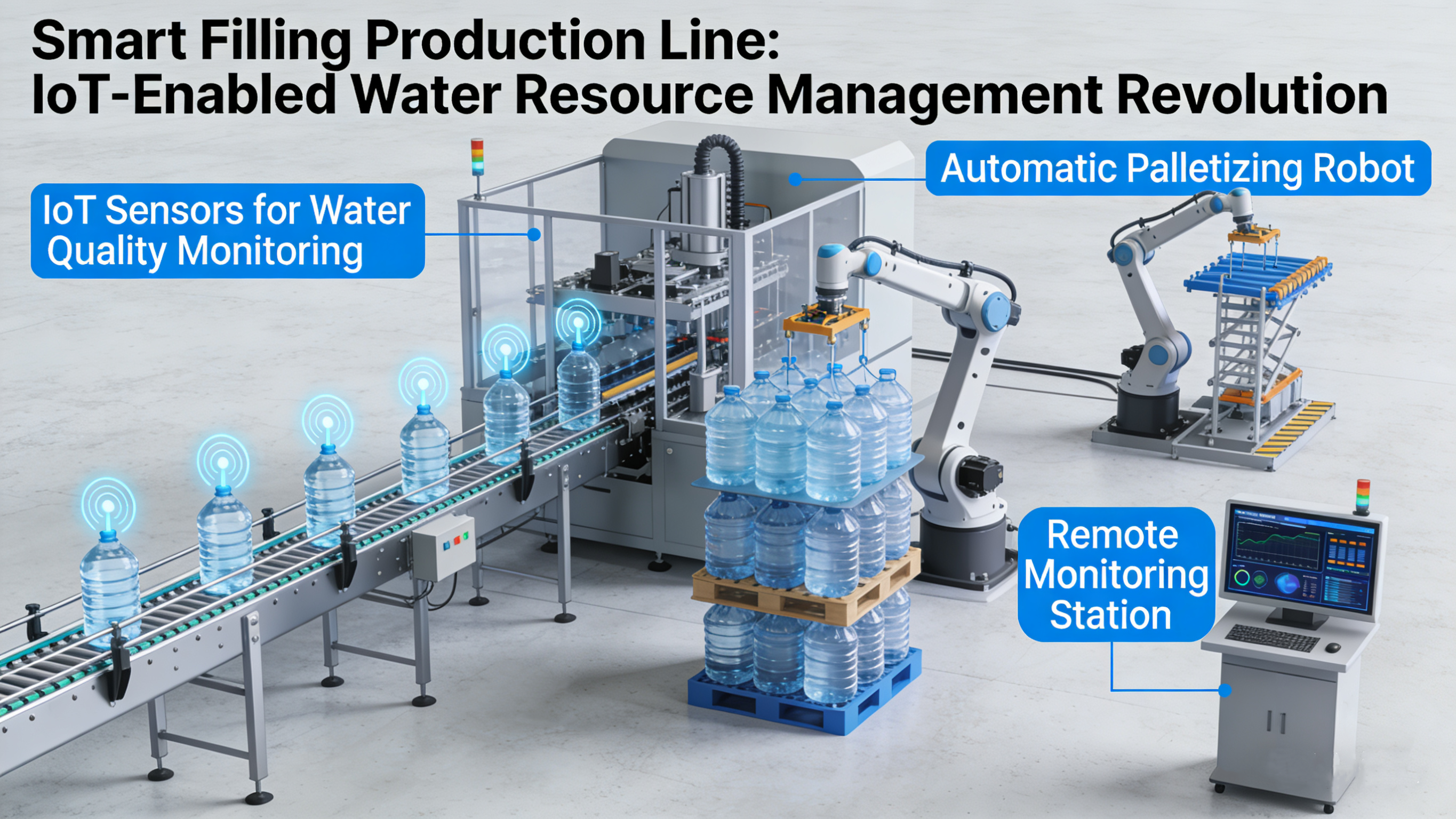
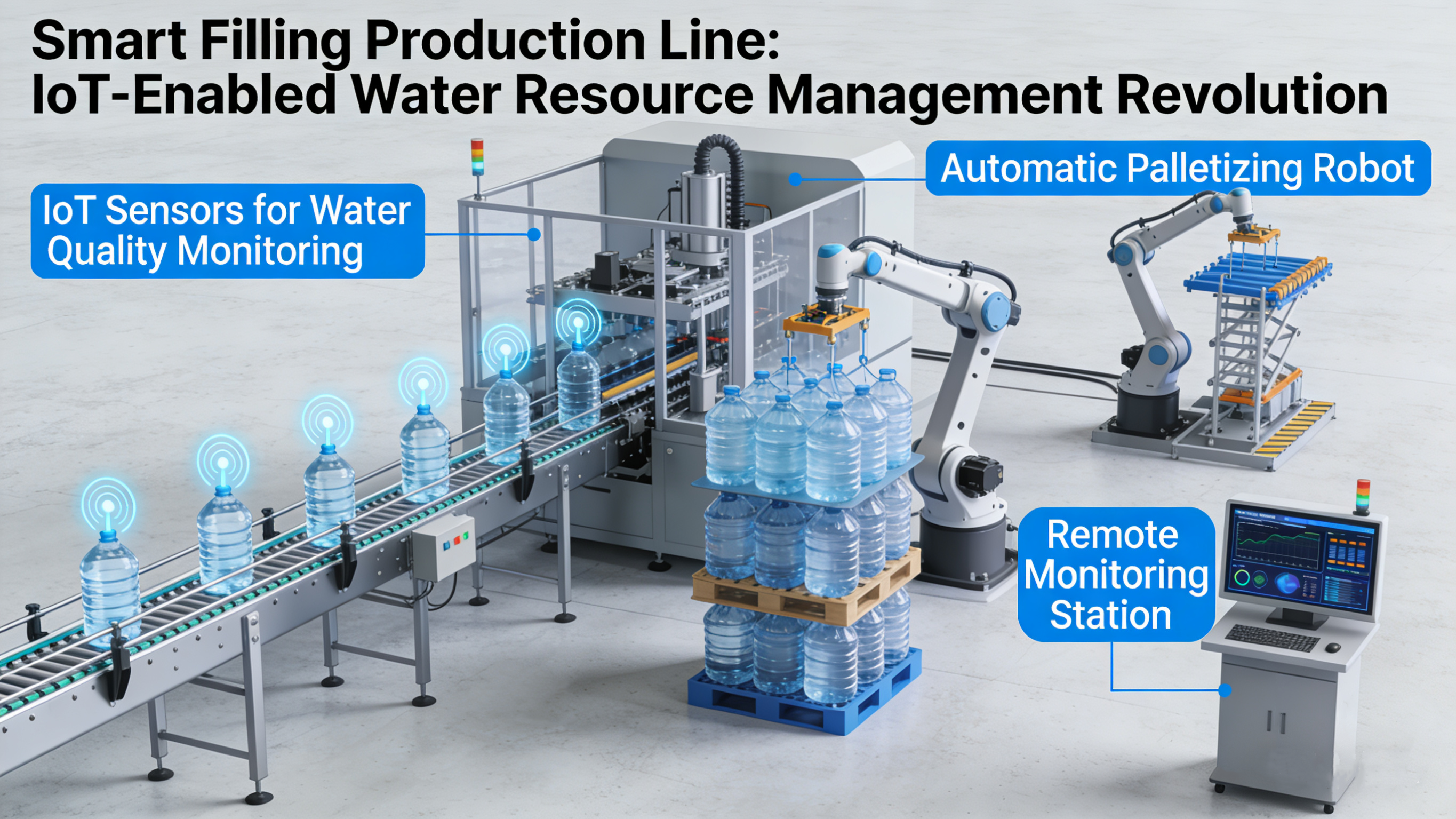
Die Einführung der Internet-of-Things-(IoT)-Technologie verwandelt Abfüllproduktionslinien von isolierten mechanischen Anlagen in vernetzte intelligente Systeme. Auf einer modernen intelligenten Abfülllinie ist jede kritische Phase —von der Erkennung leerer Flaschen über das Füllen, Verschließen bis hin zum Etikettieren —mit Sensoren und Aktuatoren ausgestattet. Diese Geräte erfassen Daten in Echtzeit und übertragen sie über industrielle IoT-Protokolle (wie OPC UA, MQTT) an ein zentrales Steuerungssystem.
Am Füllprozess als Beispiel: Traditionelle Produktionslinien verlassen sich auf die mechanische Ventilsteuerung, die nur eine begrenzte Genauigkeit bietet und sich nur schwer in Echtzeit anpassen lässt. Intelligente Abfülllinien hingegen sind mit hochpräzisen Durchflusssensoren und adaptiven Regelungssystemen ausgestattet, die Geschwindigkeit und Füllvolumen dynamisch an Parameter wie Flaschentyp, Wassertemperatur und Gehalt an Kohlensäureblasen anpassen können und so eine Genauigkeit von ±0,5 Milliliter. Noch wichtiger ist, dass diese Daten in Echtzeit auf eine Cloud-Plattform hochgeladen und mithilfe von Machine-Learning-Algorithmen analysiert werden, um die Abfüllstrategie kontinuierlich zu optimieren. So kann das System beispielsweise Abfüllabweichungen erkennen, die durch Temperaturschwankungen des Wassers während bestimmter Zeitperioden verursacht werden, und die Parameter automatisch kalibrieren, um sicherzustellen, dass das Füllvolumen jeder Wasserflasche perfekt konsistent ist.
Bei der Qualitätsüberwachung spielt die IoT-Technologie eine unverzichtbare Rolle. Hochauflösende visuelle Inspektionssysteme erfassen mithilfe von Kameras wesentliche Informationen wie den Flüssigkeitsstand, die Dichtheit der Versiegelung und die Position des Etiketts an jeder Wasserflasche und vergleichen diese mit vorgegebenen Standards. Wird eine Anomalie erkannt, kann das System nicht nur das fehlerhafte Produkt sofort aussortieren, sondern auch die Ursache des Problems zurückverfolgen. —liegt das Problem an der Abnutzung des Füllventils? Oder an einer Abweichung der Etikettiermaschine? Diese präzise Fehlerlokalisierungsfähigkeit verwandelt die Wartung von einer reaktiven Reaktion in eine proaktive Prävention. Eine bekannte deutsche Mineralwasser-Marke verzeichnete nach der Einführung einer IoT-integrierten Abfüllanlage einen Anstieg der Produktionslinien-Effizienz um 23 %, eine Senkung der Produktfehlerquote von 0,5 % auf 0,08 % sowie eine Reduzierung des Energieverbrauchs um 17 %. Diese Zahlen belegen eindrucksvoll, dass der Mehrwert der IoT-Integration nicht nur in der Automatisierung liegt, sondern auch in der datengestützten kontinuierlichen Optimierung.
Automatisches Palettiersystem: Eine flexible und effiziente Logistikrevolution
Die Abfüllung ist nur ein Teil des Produktionsprozesses; die effiziente und sichere Organisation von Tausenden von Wasserflaschen in standardisierte Palettenladungen stellt eine weitere entscheidende Herausforderung dar. Die herkömmliche manuelle Palettierung ist arbeitsintensiv, ineffizient und birgt Sicherheits- sowie Hyriskozen. Moderne intelligente Abfülllinien, die mit automatischen Palettiersystemen integriert sind, lösen diese Probleme optimal.
Die neuesten automatischen Palettierroboter nutzen ein Sechs-Achsen-Design und sind mit einem 3D-Sehsystem sowie einer Kraft-Rückkopplungstechnologie ausgestattet, wodurch sie sich an verschiedene Flaschentypen und Verpackungsspezifikationen anpassen können. Sobald die abgefüllten Produkte den Palettierbereich betreten, scannt das Sehsystem zunächst die Produktabmessungen und -anordnung; anschließend berechnet ein intelligenter Algorithmus das optimale Stapelmuster, um maximale Stabilität und Raumausnutzung zu gewährleisten und gleichzeitig Druckschäden an den Produkten zu vermeiden.
Flexibilität ist ein zentraler Vorteil moderner automatischer Palettiersysteme. Ein regionales Getränkeunternehmen in den Vereinigten Staaten muss beispielsweise 12 verschiedene Produktgrößen bewältigen – von 250-ml-Flaschen bis hin zu 5-Gallonen-Kanistern. Herkömmliche Palettiermaschinen mit festen Positionen erfordern erhebliche Anpassungszeiten, während das neue intelligente Palettiersystem durch voreingestellte Programme und schnell wechselbare Endeffektoren den Produktwechsel innerhalb von 90 Sekunden abschließen kann – wobei lediglich eine kurze Produktionspause erforderlich ist. Diese Flexibilität ist entscheidend, um den zunehmend vielfältiger werdenden Marktanforderungen gerecht zu werden.
Noch fortschrittlicher sind Palettiersysteme, die mit automatisierten Fahrzeugen (AGVs) oder autonomen mobilen Robotern (AMRs) integriert sind. Die palettierten Paletten werden automatisch durch AGVs zum Lager transportiert, wobei während des gesamten Prozesses keinerlei manueller Eingriff erforderlich ist. Eine französische Abfüllerei für natürliches Mineralwasser steigerte die Raumausnutzung ihres Lagers um 30 % durch die Integration eines AMR-Systems und verringerte gleichzeitig das Verletzungsrisiko im Zusammenhang mit Gabelstapler-Einsätzen.
Der Fall eines japanischen Unternehmens ist besonders bemerkenswert. Das dort 2019 eingeführte vollautomatische Palettiersystem steigerte nicht nur die Palettierleistung um 40 %, sondern reduzierte auch die Transportschäden an den Produkten um 85 % durch präzise Stapelalgorithmen. Dank der selbstlernenden Fähigkeiten des Systems können zudem die Palettierstrategien an saisonale Schwankungen angepasst werden (beispielsweise erhöhte Nachfrage im Sommer), um die Stabilität der Lieferkette sicherzustellen.
Fern Überwachung und vorausschauende Wartung: Intelligente Verwaltung über Zeit und Raum
Wenn die IoT-Integration die „Sinne“ der intelligenten Abfüllanlage darstellt und das automatische Palettieren ihre „Gliedmaßen“, dann ist das System für Fernüberwachung und vorausschauende Wartung ihr „Gehirn“. Basierend auf einer Cloud-Plattform ermöglicht das System für Fernüberwachung Managern, den Betriebszustand von Produktionslinien weltweit jederzeit und von überall aus – sowohl über Computer als auch über mobile Geräte – zu überwachen.
Der Kernwert der Fernüberwachung liegt in der Datenvisualisierung und der intelligenten Analyse. Das traditionelle Produktionsmanagement stützt sich auf Vor-Ort-Berichte und regelmäßige Inspektionen, was zu verzögerten und unvollständigen Informationen führt. Die intelligente Überwachungsplattform zeigt dagegen wichtige Leistungskennzahlen (KPIs) in Echtzeit an, beispielsweise die Gesamtausrüstungseffizienz (OEE), den Energieverbrauch pro produziertem Stück sowie die Ausschussquote. Wenn die Füllgenauigkeit einer Produktionslinie kontinuierlich abnimmt, löst das System nicht nur einen Alarm aus, sondern liefert anhand des Vergleichs mit historischen Daten auch eine mögliche Ursachenanalyse sowie Lösungsvorschläge.
Vorbeugende Wartung ist ein weiteres wichtiges Highlight des Fernüberwachungssystems. Durch die Analyse von Betriebsdaten der Anlagen (z. B. Schwingungsfrequenz, Temperaturänderungen und Energieverbrauchskurven) können maschinelle Lernalgorithmen frühe Anzeichen möglicher Ausfälle erkennen. Eine Schweizer Unternehmensgruppe berichtete, dass nach der Einführung eines Systems für vorbeugende Wartung die ungeplanten Ausfallzeiten um 65 % und die Wartungskosten um 40 % gesenkt werden konnten. So prognostizierte das System beispielsweise den Verschleiß eines Ventils eine Woche im Voraus, indem es die Stromschwankungen des Luftkompressors überwachte; dadurch konnte das Wartungsteam die betreffenden Teile während geplanter Ausfallzeiten austauschen und so Verluste durch unerwartete Produktionsstillstände vermeiden.
Die länderübergreifende Produktionszusammenarbeit ist eine fortgeschrittene Anwendung der Fernüberwachung. Multinationale Getränkeunternehmen können die Produktionseffizienz verschiedener Werke in einem zentralen Überwachungszentrum vergleichen und bewährte Verfahren schnell implementieren. Wenn ein chinesisches Werk beispielsweise eine optimierte Füllparameterlösung für feuchte Umgebungen entwickelt, können Ingenieure des Hauptsitzes diese Lösung fernzugreifen und in Werken mit ähnlichen Umgebungsbedingungen in Südostasien bereitstellen – wodurch ein effizienter Wissens- und Technologietransfer gewährleistet wird.
Das derzeitige globale Umfeld hat die Verbreitung der Fernüberwachungstechnologie weiter beschleunigt. Wenn vor Ort keine Techniker verfügbar sind, können Remote-Experten das lokale Personal mithilfe von Augmented-Reality-(AR-)Brillen bei komplexen Reparaturen unterstützen. Coca-Cola erklärte, dass dieses Modell der „Fernunterstützung“ es dem Unternehmen ermöglichte, während einer besonders herausfordernden Phase die Anlagenverfügbarkeit über 98 % zu halten – weit über dem Branchendurchschnitt.
Herausforderungen und Aussichten
Trotz der erheblichen Vorteile, die intelligente Abfüllanlagen mit sich bringen, stehen ihrer breiten Einführung nach wie vor Herausforderungen gegenüber. Hohe Anfangsinvestitionskosten schrecken kleine und mittlere Unternehmen ab; die Modernisierung alter Anlagen ist komplexer als der Aufbau neuer Produktionslinien; Sicherheitsaspekte im Zusammenhang mit Daten und Netzwerkstabilität dürfen nicht vernachlässigt werden; zudem führen die gestiegenen fachlichen Anforderungen an die Bediener zu einem erhöhten Schulungsdruck.
Technologische Fortschritte tragen jedoch zunehmend dazu bei, diese Herausforderungen zu bewältigen. Durch modulares Design sinken die Kosten für Anpassungen; Edge-Computing reduziert die Anforderungen an die Datenübertragung und verbessert gleichzeitig die Reaktionsgeschwindigkeit; 5G-Netzwerke bieten zuverlässigere Verbindungen für die Fernüberwachung; und die Digital-Twin-Technologie ermöglicht das Testen und Optimieren von Lösungen in einer virtuellen Umgebung, wodurch die Risiken einer tatsächlichen Inbetriebnahme verringert werden.
Blickt man nach vorne, werden intelligente Abfüllanlagen zunehmend autonomer, anpassungsfähiger und nachhaltiger. Künstliche Intelligenz wird den gesamten Produktionsprozess weiter optimieren; Blockchain-Technologie wird die Rückverfolgbarkeit der Produkte verbessern; die Integration erneuerbarer Energien wird die CO₂-Bilanz senken; und die direkte Verknüpfung mit den Bedürfnissen der Verbraucher (beispielsweise durch die Überwachung des Wasserverbrauchs mittels intelligenter Kühlschränke) wird die Produktion individualisierter und präziser machen.
Zusammenfassung
Durch die drei Säulen der IoT-Integration, der automatischen Palettierung und der Fernüberwachung verbessern intelligente Abfüllanlagen nicht nur die Produktionseffizienz und -qualität, sondern verändern zudem nachhaltig das Produktionsmodell und das Wettbewerbsumfeld der Mineralwasserbranche. Sie stellen die konkrete Anwendung der Industrie-4.0-Konzepte in der Lebensmittel- und Getränkeindustrie dar und verwandeln isolierte mechanische Anlagen in ein vernetztes, intelligentes und adaptives Produktionssystem.
Mit der Reifung der Technologie und dem schrittweisen Rückgang der Kosten werden intelligente Abfüllanlagen sich von einem „Luxus“ für große Unternehmen zu einem Branchenstandard entwickeln. Für Unternehmen der Mineralwasserbranche ist die Annahme dieser Transformation nicht länger eine Option, sondern eine zwingende Voraussetzung für ihr Überleben und ihre Entwicklung in einem zunehmend wettbewerbsintensiven Markt. Intelligente Abfüllanlagen produzieren nicht nur Wasser, sondern auch Daten und Intelligenz – sie verleihen der traditionsreichen Trinkwasserindustrie neue Vitalität und bieten einen technologischen Weg, um globalen Herausforderungen im Bereich der Wasserressourcen zu begegnen. In dieser datengesteuerten Ära wird, wer den Schlüssel zur intelligenten Produktion besitzt, den zukünftigen Trend der Mineralwasserbranche bestimmen.
